Общество с ограниченной ответственностью «МЕТРИКА»
620137, г. Екатеринбург, ул. Волховская, д. 20, эт. 1, оф. 113
+7 (343) 287-29-72
www.metrica-rf.ru
ИНН/КПП: 6670316360/667001001
ООО «Банк Точка»
БИК 044525104
К/с: 30101810400000000225
Р/с: 40702810602270001359





Робоскоп ВТМ-5000/ФРЕЙМ


Госреестр (ГРСИ): не указано


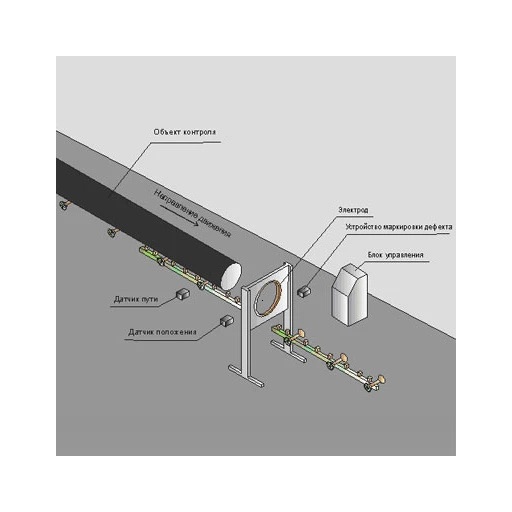
Робоскоп ВТМ-5000/Фрейм - роботизированный комплекс неразрушающего контроля механических свойств (структуры материала) и геометрических размеров изделий литейного производства. Предназначен для поточно-серийного контроля геометрических размеров и структуроскопии изделий из чугуна, стали и цветных металлов.
В основе ультразвукового контроля структуры металлов лежит измерение скорости распространения волн и затухания в материалах. Вихретоковый метод определения структуры и твердости материалов основан на взаимосвязи удельной электрической проводимости с их физико-механическими характеристиками.
Блочная структура построения позволяет легко адаптировать комплекс под любые условия производства. С возможностью быстрого переориентирования под новые изделия при помощи специального программного обеспечения. Обработка полученной информации и выдача заключения о годности изделия осуществляется с терминала управления. Все программное обеспечение имеет удобный и интуитивно понятный интерфейс.
Особенности и преимущества:
- Строгое соблюдение требований и условий технологического процесса
- Сокращение времени на контроль
- Точность позиционирования преобразователей в контрольных точках
- Обеспечение бесперебойного выполнения технологического процесса контроля
- Отсутствие человеческого фактора
- Обработка и архивация результатов контроля
- Возможность удаленного управления
- Автоматическая сортировка контролируемых изделий
Высокая точность измерения достигается с помощью новейших разработок в области лазерного сканирования и математической обработки результатов измерений. Большой опыт внедрения собственных разработок по анализу механических свойств материалов позволяет подобрать оптимальный метод контроля для каждого материала. Работоспособность комплекса Робоскоп ВТМ-5000/Фрейм подтверждена успешным внедрением в литейные производства.
В состав системы входят:
- Робот-манипулятор
- Ультразвуковой канал дефектоскопии
- Вихретоковый канал дефектоскопии
- Высокоточные лазерные 2D-сканеры
- Специализированное ПО
- Терминал управления
- Механизм перемещения
Помимо автоматизированной системы методики контроля могут быть встроены в программное обеспечение более доступных ручных дефектоскопов на базе УД4-ТМ и ДАМИ-С09.
------------------------------------------------
Компания «МЕТРИКА» занимается поставками оборудования по всей России. Предлагаем комфортные условия для каждого заказчика, услуги качественной поверки, ремонта и калибровки приборов, сотрудничество с сертифицированными лабораториями, успешное участие в тендерах. Наша команда готова найти решение вопроса любого уровня сложности. Будем рады ответить на ваши вопросы.
Получить более подробную информацию, точную стоимость и документацию, а также купить Робоскоп ВТМ-5000/ФРЕЙМ по выгодной цене Вы можете, обратившись к менеджерам компании «Метрика», задав свой вопрос в форме обратной связи или по телефону 73432872972. Также вы можете воспользоваться корзиной и оформлением заказа в 1 клик. Мы предлагаем прозрачные условия оформления заказа и оперативную отгрузку со склада. Заказ будет быстро укомплектован, а отлаженная доставка по всей России позволит получить нужное оборудование в любой точке страны. Робоскоп ВТМ-5000/ФРЕЙМ надежное и практичное решение от производителя Техновотум (Votum). Гарантия на Робоскоп ВТМ-5000/ФРЕЙМ 1,5 года.Характеристики
|
Поддерживаемые методы неразрушающего контроля |
Лазерный обмер геометрических параметров, ультразвуковой |
|
Скорость перемещения преобразователя, м/c |
0-1 |
|
Время установления рабочего режима, минут, не более |
15 |
|
Средства управления, отображения и обработки информации (общий терминал управления, промышленный компьютер, сенсорный дисплей) |
Есть |
|
Звуковая и световая сигнализация обнаружения дефекта |
Есть |
|
Степень защиты от проникновения терминала управления |
IP67 |
|
Система самодиагностики |
Есть |
|
Автоматическая система подачи контактной жидкости |
Есть |
|
Тип контактной жидкости |
Масло |
|
Время на контроль одной детали, минут, не более |
1 |
|
Время непрерывной работы, часов в сутки, не менее |
24 |
|
Средняя наработка на отказ, ч, не менее |
10000 |
|
Наличие защитного заземления |
Есть |
|
Температура эксплуатации, °С |
От +10 до +40 |
|
Относительная влажность воздуха (при температуре 35 °С), не более, % |
95 |
|
Параметры электропитания напряжение сети, В |
380/220 |
|
Частота, Гц |
50 ±1 |
|
Максимальная потребляемая мощность, кВт, не более |
4 |
|
Габаритные размеры терминала управления, мм |
600х900х1700 |
|
Габаритные размеры механической части (без учета терминала управления), мм, не более |
1000х1000х2100 |
|
Полная масса всего оборудования, кг, не более |
1000 |
|
Характеристики канала лазерного сканирования |
|
|
Рабочий диапазон измеряемых расстояний по направлению лазерного луча, мм |
100-350 |
|
Погрешность измерения геометрических размеров (в зависимости от диапазона измеряемого расстояния по направлению излучения лазера), % |
±0,1 |
|
Базовая система координат (количество координат измерений) |
XoZ (2) |
|
Длина волны, нм |
660 |
|
Частота обновления данных, профилей/секунду |
400 |
|
Ультразвуковой контроль контактным и бесконтактным способом |
Есть |
|
Автоматическое регулирование усиления (АРУ) для поддерживания необходимого уровня чувствительности ультразвуковых каналов |
Есть |
|
Режим автоматического слежения за наличием акустического контакта |
Есть |
|
Время полной автоматической перенастройки, мин, не более |
5 |
|
Диапазон измерения амплитуд сигналов на входе приёмника, дБ |
67-107 |
|
Пределы допускаемой абсолютной погрешности настройки порогового индикатора (зона нечувствительности), дБ |
±0,3 |
|
Пределы допускаемой абсолютной погрешности измерения амплитуд сигналов на входе приёмника, дБ |
±0,5 |
|
Временная нестабильность уровня срабатывания порогового индикатора за 8 часов работы, дБ |
±0,5 |
|
Номинальные значения амплитуды импульсов возбуждения на нагрузке 50 Ом, В |
75, 150, 225 |
|
Относительная погрешность установки амплитуды импульсов возбуждения |
±20 % |
|
Длительность полуволн генератора импульсов возбуждения (ГИВ), нс |
12-1250 |
|
Относительная погрешность установки длительности полуволн импульса ГИВ, % |
±10 |
|
Дискретность установки длительности импульсов ГИВ, нс |
12,5 |
|
Частота следования импульсов ГИВ, Гц, не менее |
1000 |
|
Максимальная чувствительность на частоте 5 МГц при отношении сигнал/ шум 6 дБ, мкВ |
150 мкВ |
|
Полоса пропускания приемника на уровне минус 3 дБ, МГц |
1-10 |
|
Диапазон регулировки чувствительности приемника, дБ, не менее |
90 |
|
Количество точек построения кривой временной регулировки чувствительности (ВРЧ) |
256 |