Общество с ограниченной ответственностью «МЕТРИКА»
620137, г. Екатеринбург, ул. Волховская, д. 20, эт. 1, оф. 113
+7 (343) 287-29-72
www.metrica-rf.ru
ИНН/КПП: 6670316360/667001001
ООО «Банк Точка»
БИК 044525104
К/с: 30101810400000000225
Р/с: 40702810602270001359





РОБОСКОП ВТМ-5000/РСП


Госреестр (ГРСИ): не указано


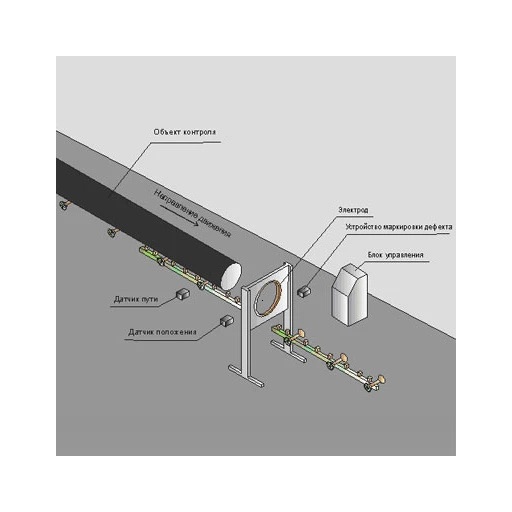
Роботизированный комплекс Робоскоп ВТМ-5000/РСП применяется для неразрушающего контроля сварных стыков рельсов с применением технологий фазированных решеток в условиях рельсосварочных предприятий (РСП).
Робоскоп ВТМ-5000/РСП реализует лазерный обмер геометрических параметров рельса, твердометрию сварного шва, видеомониторинг в зоне возможных поджогов и ультразвуковой контроль по всему сечению рельса с применением фазированных решеток.
Робоскоп ВТМ-5000/РСП применяется на рельсо-сварочных предприятиях (РСП, РСПМ и Заводах), обеспечивая полный контроль качества выпускаемой продукции в соответствии с действующим регламентом. Выходной (приемочный) контроль стыков контактной сварки рельсов выполняется эхо-импульсным методом с применением фазированных решеток. Участок сканирования рельса в зоне сварного шва задается программно, по нормативным документам ОАО "РЖД" (ТИ 07.42-2004) составляет 250 мм. Установка Робоскоп ВТМ-5000/РСП, встраивается в технологический поток РСП как отдельный модуль линии перемещения рельса (рольганга).
Робоскоп ВТМ-5000/РСП запрограммирован на выполнение ультразвукового контроля каждого сварного стыка по всему сечению, проведению лазерного обмера геометрических параметров и твердометрию сварного шва. В настройках системы, задается количество зон контроля и последовательность их прохождения, а также параметры сигнализации дефекта (АСД). Ультразвуковой контроль сварных стыков включает: перья подошвы, подошву, шейку и головку рельса. Лазерный обмер геометрических параметров сварного стыка осуществляется 2-х координатным триангуляционным датчиком, применение дополнительных измерителей типа линеек ШД не требуется. Калибровка траекторий ПЭП в связи с биением (смещением) рельса в рольганге в процессе движения, осуществляется автоматически по первоночальным лазерным замерам.
Общее время проведения контроля, включая лазерный обмер геометрических параметров и формирование "он-лайн" протокола, составляет менее 3 мин.
Функциональные возможности:
- Проведение ультразвукового контроля сварного стыка в соответствии с требованиями СТО РЖД 1.11.003-2009
- Автоопределение положения сварного стыка и температуры в зоне контроля
- Видеофиксация термических поджогов
- Профилометрия (лазерный обмер геометрических параметров)
- Автоматическая настройка параметров контроля и формирование итоговых отчетов
- Общее время контроля менее 3-х минут
- Минимально выявляемый дефект 2 мм²
Особенности и преимущества:
- Контроль рельсов типа Р43, Р50, Р65, Р75 по ГОСТ Р 51685-2013 в соответствии с ТИ 07.42-2004
- Робоскоп ВТМ-5000/РСП, встраивается в технологический поток РСП как отдельный модуль линии перемещения рельса (рольганга)
- Комплекс запрограммирован на выполнение ультразвукового контроля каждого сварного стыка по всему сечению, проведение лазерного обмера геометрических параметров и твердометрию сварного шва
- Лазерный обмер геометрических параметров сварного стыка осуществляется 2-х координатным триангуляционным датчиком, применение дополнительных измерителей типа линеек ШД не требуется
- Калибровка траекторий ПЭП в связи с биением (смещением) рельса в рольганге в процессе движения, осуществляется автоматически по первоначальным лазерным замерам
- Общее время проведения контроля, включая лазерный обмер геометрических параметров и формирование "онлайн" протокола, составляет менее 3 минут
------------------------------------------------
«МЕТРИКА»: поставка, поверка, ремонт, калибровка контрольно-измерительного оборудования по всей России. Мы всегда учитываем пожелания: предлагаем различные формы оплаты, заключение договоров по форме заказчика, предоставляем персонального менеджера для постоянных клиентов. Наши менеджеры подберут для вас идеальные условия доставки, а также учтут все технические пожелания. Будем рады ответить на ваши вопросы.
Характеристики
|
Основные технические характеристики |
|
|
Поддерживаемый метод неразрушающего контроля - лазерный обмер геометрических параметров |
Есть |
|
Поддерживаемый метод неразрушающего контроля - ультразвуковой (с применением ФР) |
Есть |
|
Скорость перемещения преобразователя на объекте контроля, м/c |
0-1 |
|
Время установления рабочего режима, минут, не более |
10 |
|
Напряжение сети, В |
380/220 |
|
Частота, Гц |
50 ±1 |
|
Время проведения полного цикла контроля, мин, не более |
5 |
|
Время непрерывной работы, часов, не менее |
24 |
|
Температура эксплуатации, °С |
От +15 до +35 |
|
Относительная влажность воздуха (при температуре 35 °С), не более |
95 % |
|
Средняя наработка на отказ, ч, не менее |
10000 |
|
Максимальная потребляемая мощность, кВт |
3 |
|
Полная масса всего оборудования, кг, не более |
500 |
|
Габаритные размеры терминала управления, мм |
600х800х1500 |
|
Габаритные размеры механической части (длина, ширина, высота), мм, не более |
3000х2000х2400 |
|
Средства управления, отображения и обработки информации (промышленный компьютер, общий терминал управления, сенсорный дисплей) |
Есть |
|
Система самодиагностики |
Есть |
|
Звуковая и световая сигнализация обнаружения дефекта |
Есть |
|
Автоматическая система подачи контактной жидкости |
Есть |
|
Контактная жидкость |
Масло |
|
Автоматическая смена преобразователей |
Есть |
|
Защитное ограждение |
Есть |
|
Характеристики канала лазерного сканирования |
|
|
Рабочий диапазон измеряемых расстояний по направлению лазерного луча, мм |
5-1500 |
|
Погрешность измерения геометрических размеров (в зависимости от диапазона измеряемого расстояния по направлению излучения лазера), % |
±0,1 |
|
Базовая система координат (количество координат измерений) |
XoZ (2) |
|
Длина волны, нм |
660 |
|
Частота обновления данных, профилей/секунду, не менее |
250 |
|
Характеристики канала УЗК в стандартной комплектации |
|
|
Ультразвуковой контроль с применением технологии на фазированных решетках |
Есть |
|
Автоматическое регулирование усиления (АРУ) для поддерживания необходимого уровня чувствительности ультразвуковых каналов |
Есть |
|
Режим автоматического слежения за наличием акустического контакта |
Есть |
|
Время полной автоматической перенастройки, мин, не более |
5 |
|
Диапазон измерения амплитуд сигналов на входе приёмника, дБ |
67-107 |
|
Пределы допускаемой абсолютной погрешности настройки порогового индикатора (зона нечувствительности), дБ |
±0,3 |
|
Пределы допускаемой абсолютной погрешности измерения амплитуд сигналов на входе приёмника, дБ |
±0,5 |
|
Временная нестабильность уровня срабатывания порогового индикатора за 8 часов работы, дБ |
±0,5 |
|
Относительная погрешность установки амплитуды импульсов возбуждения |
±20 % |
|
Относительная погрешность установки длительности полуволн импульса ГИВ, % |
±10 % |
|
Максимальная чувствительность на частоте 5 МГц при отношении сигнал/ шум 6 дБ, мкВ |
150 |
|
Полоса пропускания приемника на уровне минус 3 дБ, МГц |
0,4-10 |
|
Диапазон регулировки чувствительности приемника, дБ, не менее |
90 |
|
Количество точек построения кривой временной регулировки чувствительности (ВРЧ) |
256 |
|
Характеристики терминала управления |
|
|
Состав |
Центральный модуль управления (промышленный компьютер) Электронный блок дефектоскопии Сервоконтроллеры робота-манипулятора и других механизмов Сенсорный дисплей Электросиловое оборудование Клавиатура и «мышь» Коммуникационное оборудование Средства аварийного отключения электропитания |
|
Габаритные размеры, мм |
600х800х1500 |
|
Напряжение, В |
380/220 |
|
Частота, Гц |
50 |
|
Мощность (общая), кВт |
4 |
|
Наличие защитного заземления и отключения |
Есть |