Общество с ограниченной ответственностью «МЕТРИКА»
620137, г. Екатеринбург, ул. Волховская, д. 20, эт. 1, оф. 113
+7 (343) 287-29-72
www.metrica-rf.ru
ИНН/КПП: 6670316360/667001001
ООО «Банк Точка»
БИК 044525104
К/с: 30101810400000000225
Р/с: 40702810602270001359





УЗК система ECHOGRAPH 1155 SNHF







Госреестр (ГРСИ): не указано


Производство труб сваркой методом сопротивления включает в себя несколько этапов неразрушающего контроля. Неразрушающий контроль решает две основные задачи: во-первых, контроль сварного шва непосредственно после сварки, для настройки оптимальных режимов сварочного оборудования, во-вторых, итоговый контроль готовой трубной продукции (выходной контроль). Как правило, в процессе производства трубной продукции используются до четырех систем ультразвукового контроля.
На первом этапе выполняется контроль полосы. Сканирование может осуществляться как в продольном направлении, так и возвратно-поступательным движением.
Сразу после проведения сварочных работ производится первая проверка качества сварного соединения. Таким образом, выявляются продольные дефекты. Иногда для контроля надлежащего удаления грата с внутренней стенки трубы используют преобразователь, установленный на колеблющейся каретке.
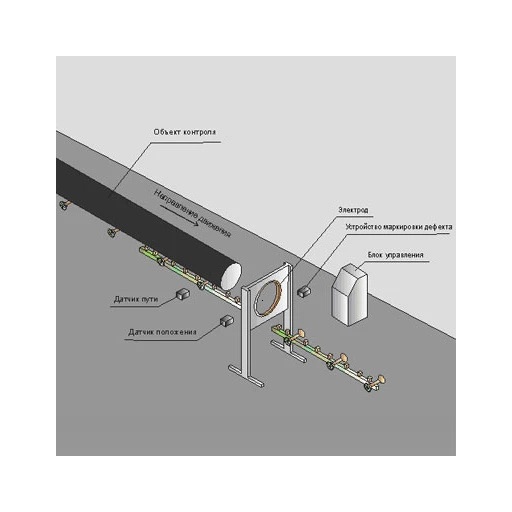
После резки труб проводится итоговый контроль сварного соединения (offline-контроль). Для этого используется портальная система с колеблющейся кареткой. Использование портальной системы даёт определенные преимущества, поскольку труба остается неподвижной, что предотвращает вибрацию и искажение результатов контроля. Концы труб также можно проверить при помощи данной системы или при помощи специальной установки.
Особенности и преимущества:
- Характерными особенностями данной системы являются высокая скорость контроля и отсутствие механического изнашивания запатентованной и проверенной временем (более 15 лет в промышленности) установки HRP, в которой не используются вращающиеся механические компоненты
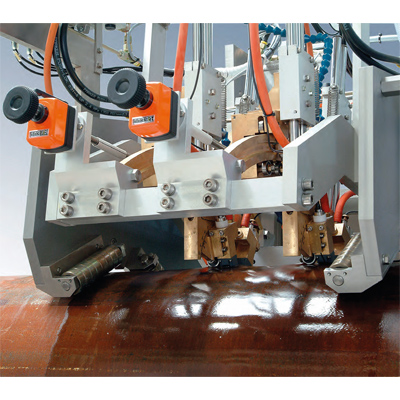
- Для контроля труб с полностью автоматизированной высокоскоростной пропускной способностью имеются в распоряжении специальные локальные ванны со сменными акустическими блоками для преобразователей. Бесконтактный акустический контакт достигается благодаря иммерсионной технике, при этом ультразвуковые преобразователи установлены в акустических блоках
- Размеры акустических блоков разнообразны, т.к. они зависят от соответствующего диаметра трубы. Все преобразователи расположены вокруг оси трубы на фиксированном расстоянии (путь ультразвука) к поверхности трубы. Звуковые поля накладываются друг на друга по окружности и по оси
------------------------------------------------
Менеджеры компании «МЕТРИКА» подберут для вас наиболее подходящее оборудование в сжатые сроки и на комфортных условиях. Наша команда проводит метрологический аутсорсинг полного цикла с высокой точностью и в полном соответствии с требованиями и стандартами. Доставляем приборы по всей России курьерскими службами и транспортными компаниями. Готовы проконсультировать вас по любым интересующим вопросам.
Получить более подробную информацию, точную стоимость и документацию, а также купить УЗК система ECHOGRAPH 1155 SNHF по выгодной цене Вы можете, обратившись к менеджерам компании «Метрика», задав свой вопрос в форме обратной связи или по телефону 73432872972. Также вы можете воспользоваться корзиной и оформлением заказа в 1 клик. Мы предлагаем прозрачные условия оформления заказа и оперативную отгрузку со склада. Заказ будет быстро укомплектован, а отлаженная доставка по всей России позволит получить нужное оборудование в любой точке страны. УЗК система ECHOGRAPH 1155 SNHF надежное и практичное решение от производителя KARL DEUTSCH. Гарантия на УЗК система ECHOGRAPH 1155 SNHF 1 год.Характеристики
| Образцы исследования | трубы, сваренные методом сопротивления (одинарные либо непрерывные трубы) |
| Материал исследования | стальные трубы, сваренные методом сопротивления |
| Диаметр (D) | до 630 мм (под вопросом) |
| Толщина стенки (s) | 3 - 30 мм |
| Длина образца | непрерывная труба (online-контроль) или 3 - 25 м (offline-контроль) |
| Овальность образца | ± 0.5% от D |
| Отклонения от прямолинейности | макс. 2 мм/м |
| Состояние поверхности | прокат, без окалины |
| Температура | макс. 80 °C |
| Обнаруженные дефекты | продольные и поперечные дефекты, расслоения в околошовной зоне; опционально: расслоения на торцах трубы и в теле трубы |